
理想的断面をもつ非球面凸フレネルレンズの製作
Manufacture of Aspherical Convex Fresnel Lens with Ideal Cross-sectional Profile
ナッタポン・ソウスウィッツ,宮川治,竹内芳美,沢田 潔,佐田登志夫
日本機械学会論文集(C編) 66巻651号(2000-11)

製品の小型化に有利といわれるフレネルレンズはレンズを同心円状に分割し,それを平らに配置したもので,レンズ中心点まわりに円形の溝がいくつも重なる形状をしている.各溝ごとに焦点位置の誤差を補正するように断面形状を設計すれば,普通のレンズと変わらずに使用することができる.代表的なものには半導体製造技術を応用したフォトリソグラフィと機械加工技術である旋削加工である.前者は加工可能な材料が限られるうえに断面形状は階段状となり低い光学効率にならざるを得ない.一方,旋削加工では,工具の軌跡が被削材に転写されるために理想的な曲面を加工できる.しかし,曲面を加工するために,これまでは微小なRをつけた旋削工具をレンズ形状通りに送っていた.そのため,送りを非常に遅くしなくてはならず,加工に時間がかかるうえに,溝の底部にRが残ってしまうという欠点がある.回転工具としてのダイヤモンド工具をフライカットによる高精度な凹型フレネルレンズ製作について報告したが,加工能率を考えると旋削加工は有利な点がある.
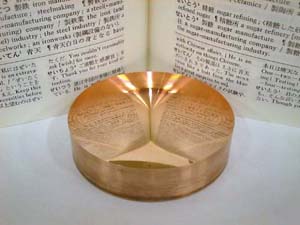
本研究では,剣先工具の側刃を用いてフレネルレンズを理想的な曲面で加工する方法を考案した.工具を溝の最も深いところまで切り込み,溝形状に沿って工具側刃を移動させた加工方法で,加工手順は粗加工,壁面加工,仕上げ加工の順番である.実験は無酸素銅とアクリル板を被削材に用い,直径60mmで焦点距離100mmの非球面フレネルレンズを加工した.主軸回転速度は500rpm,工具は開き角45°単結晶ダイヤモンドバイトを用いた.実験の結果良好な溝形状を得ることができ,表面粗さはレンズ溝の半径方向および半径方向がともにPV値で8nmだった.アクリル板の実験でも同様に良好な溝形状を得られ,鮮明な像を結んだ.
 [竹内研ホームページへ]
[竹内研ホームページへ]
2000/12/19, by N.Sornsuwit