| 慁斦丆僲僐斦傪梡偄偨嵽椏偺宍弌偟 |
| 伀伀 |
| 俁師尦愗嶍婡傪梡偄偨儐儕壓晹偺愗嶍 |
| 伀伀 |
| 俁師尦愗嶍婡傪梡偄偨儐儕忋晹偺愗嶍 |
| 伀伀 |
| 姰惉 |
|
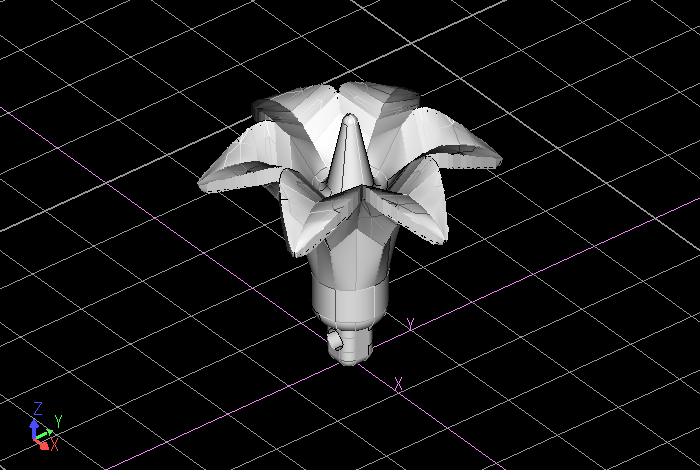
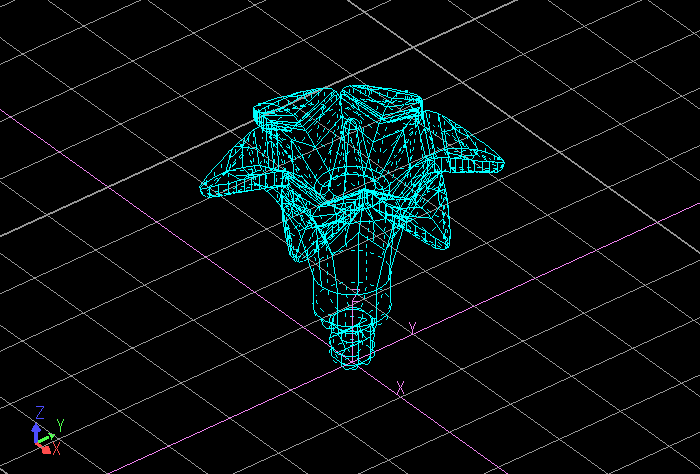
僔僃乕僨傿儞僌 | |
儚僀儎乕僼儗乕儉 |
|
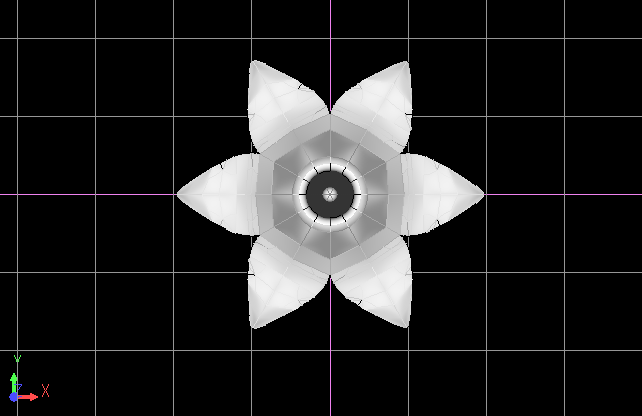
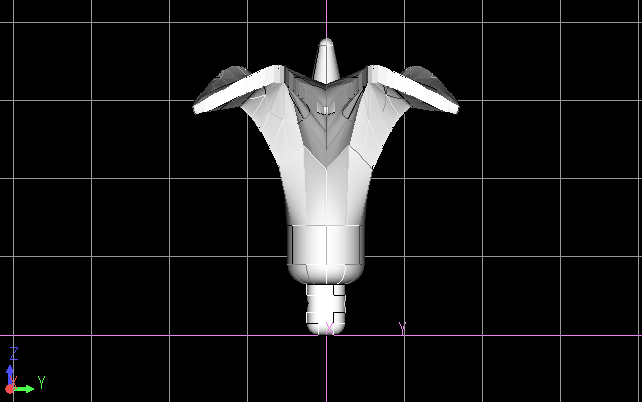
忋柺恾 | ||
|
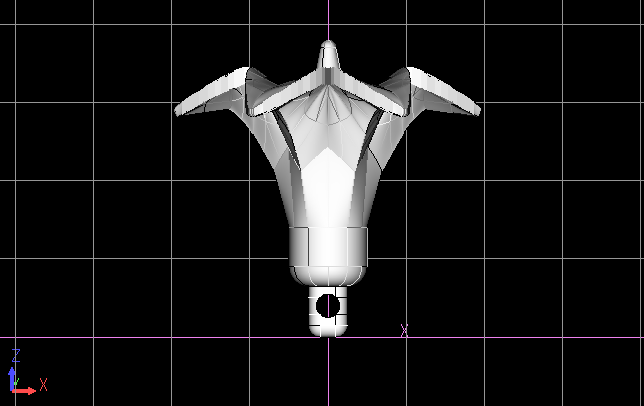
惓柺恾 | |
懁柺恾 |
| 慁斦偱偺柺弌偟 |
| 伀伀 |
| 墌拰偺捈宎偺挷惍 |
| 伀伀 |
| 墌拰偺柺庢傝 |
| 伀伀 |
| 僲僐斦偱偺愗抐 |
| 伀伀 |
| 姰惉 |
 |
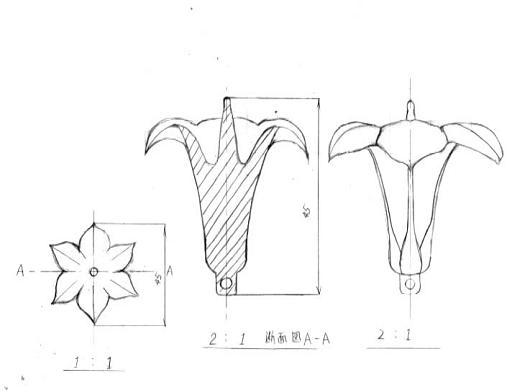
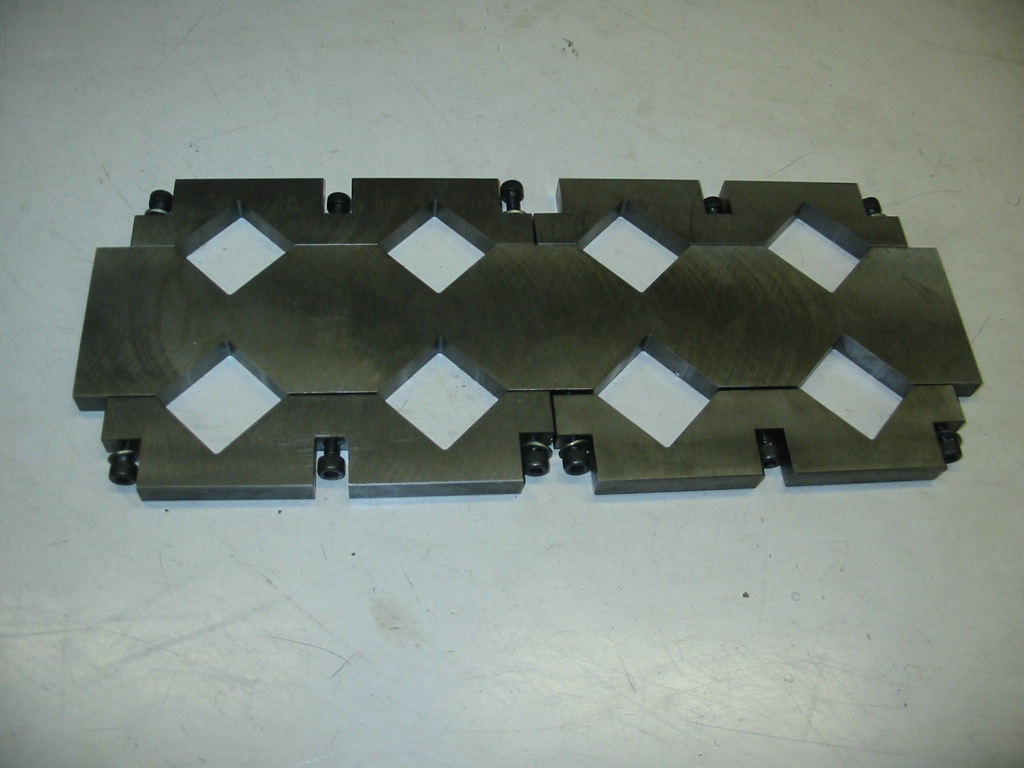
慡懱恾 | 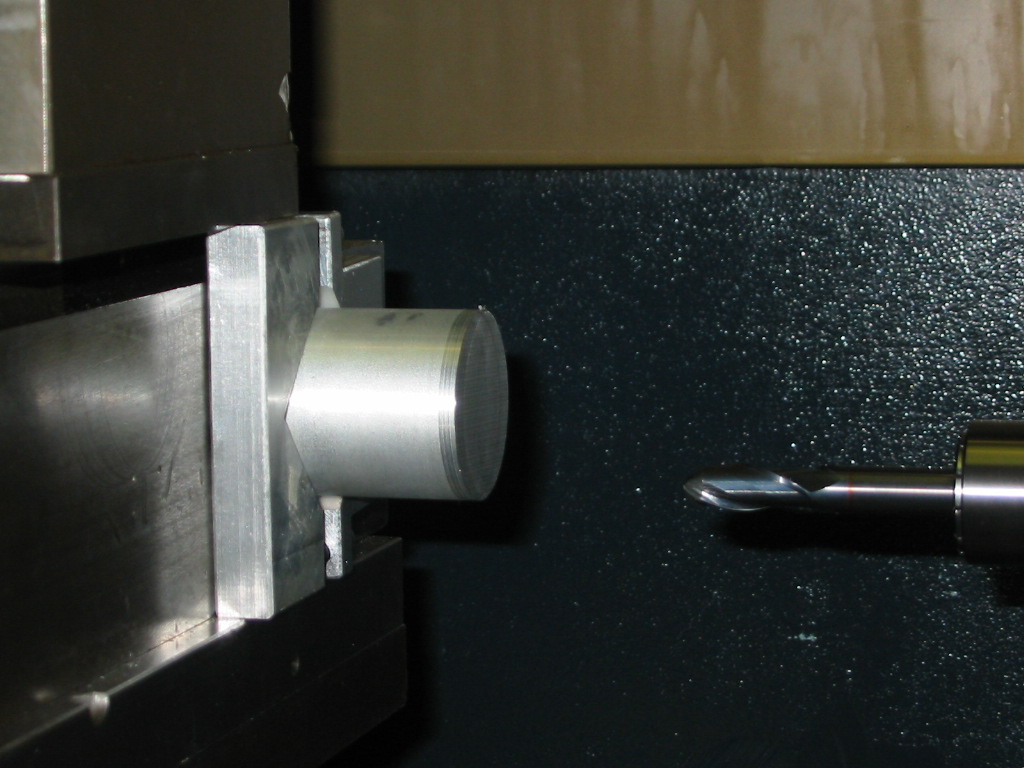 |
帋嶌 |
 |
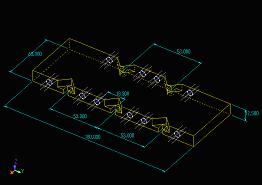
姰惉恾 |
 |
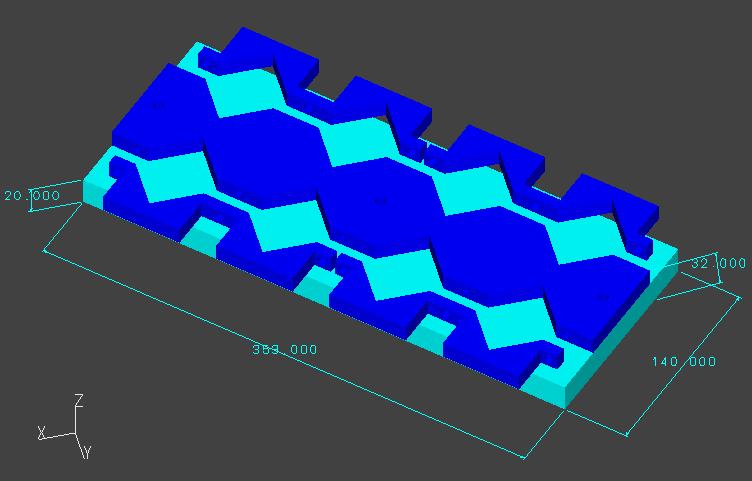
慡懱恾 | 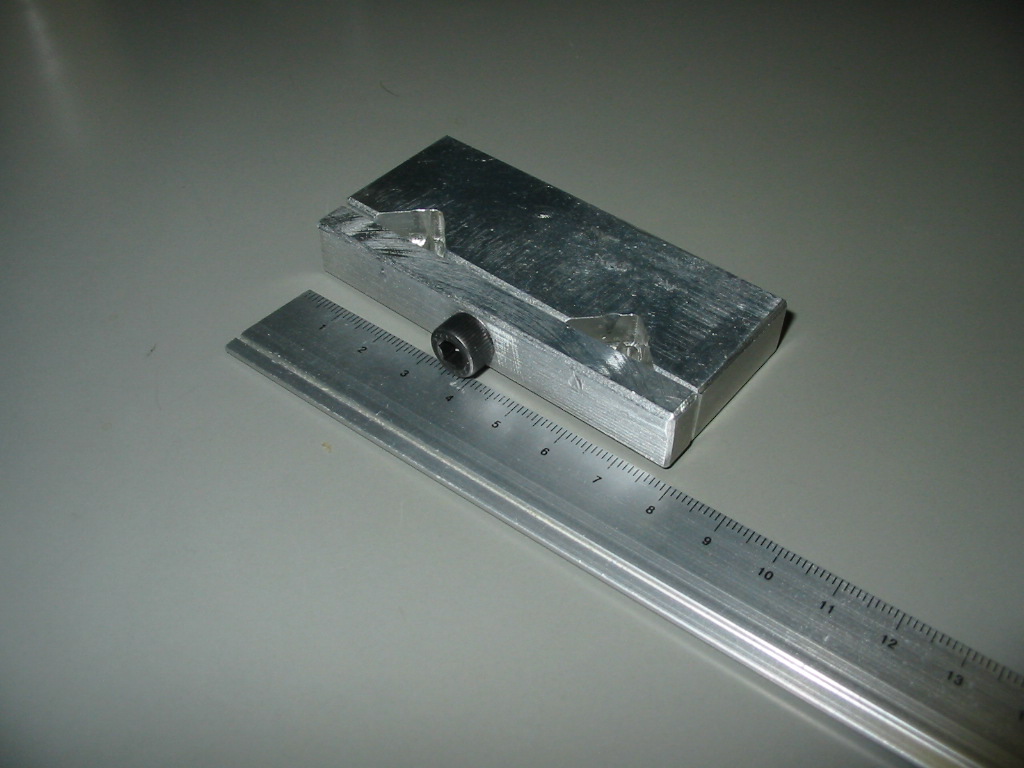 |
帋嶌 |
 |
姰惉宍 |
 |
帋嶌 |
 |
儃乕儖僄儞僪儈儖 |
 |
棤懁(1夞栚) |  |
昞懁 |
 |
岺嬶姳徛晹 |  |
棤懁(2夞栚) |
僾儘僌儔儉奐巒 |
||
儐儕傪嶍傞僨乕僞 | ||
|
||
儐儕傪嶍傞僨乕僞 |
||
|
||
 |
恾亅俁 |
| 僾儘僌儔儉椺 | |
| N001 G90 X280.152Y55 | (G92偱曄峏慜偺堏摦巜椷) |
| N002 G92 X80.Y-25 | (G92偱怴嵗昗愝掕) 仸偙偺応崌曄峏慜偺X200.152Y80.偵0揰偑愝掕偝傟傞丏 |
| N003 X-100.152 Y0 | (怴儚乕僋嵗昗宯偱偺堏摦柦椷偵側傝堏摦寢壥偲偟偰庡幉偼f偵堏摦偡傞) |