 ’چپjٹO‘¤‚ج—§•û‘جپ¨‰©گF‚ج•”•ھ
’†‚ج—§•û‘جپ¨‰©—خگF‚ج•”•ھ *ژتگ^‚ًƒNƒٹƒbƒN‚·‚é‚ئٹg‘ه‚µ‚ـ‚·پD ٹT—vگ}‚حƒRƒ`ƒ‰(PDFŒ`ژ®) |
‚ب‚¨پCگ}–تچىگ¬‚حƒ\ƒٹƒbƒhƒڈپ[ƒNƒXژذ‚جSolidWorks2003‚ً—p‚¢‚½پD |
 *ژتگ^‚ًƒNƒٹƒbƒN‚·‚é‚ئٹg‘ه‚µ‚ـ‚·پD ‡@ٹT—vگ}‚حƒRƒ`ƒ‰(PDFŒ`ژ®) ‡AٹT—vگ}‚حƒRƒ`ƒ‰(PDFŒ`ژ®) ‡BٹT—vگ}‚حƒRƒ`ƒ‰(PDFŒ`ژ®) |
‚ب‚¨پCگ}–تچىگ¬‚حƒ\ƒٹƒbƒhƒڈپ[ƒNƒXژذ‚جSolidWorks2003‚ً—p‚¢‚½پD
|
|
| ‡B “y‘ن | |
|
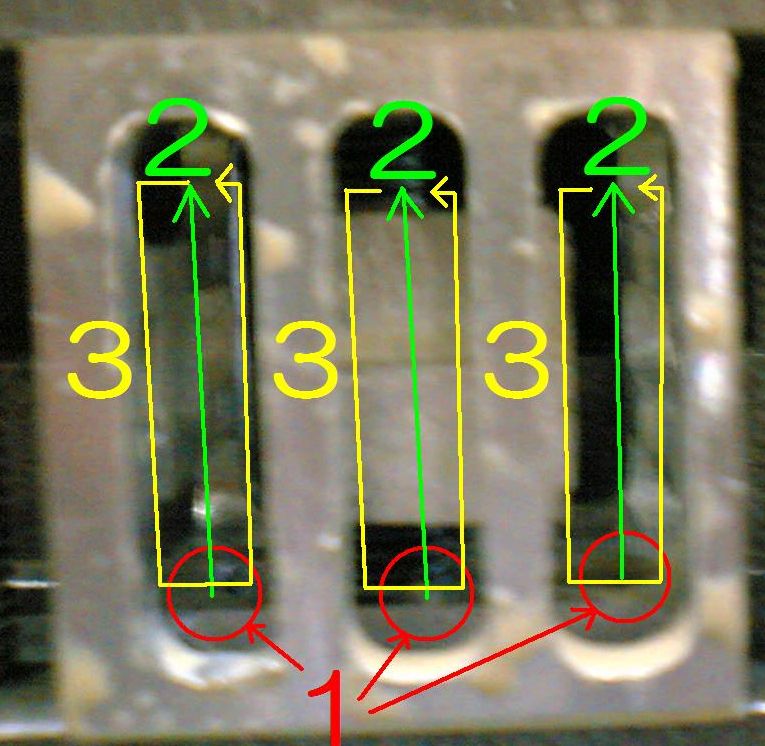
‚±‚جگ}–ت‚ً‚à‚ئ‚ةپCƒJƒbƒgƒpƒXƒfپ[ƒ^‚ًچىگ¬‚·‚邽‚ك‚ةCAMƒ\ƒtƒg(Œمڈq)—p‚ةIMGSƒtƒ@ƒCƒ‹‚ة•دٹ·‚µ‚ـ‚µ‚½پDگ…گF‚جچa‚ة‡A”wچœ‚ھ“ü‚èپCٹDگF‚ج•”•ھ‚ة—§•û‘ج‚ھ“ü‚è‚ـ‚·پD |
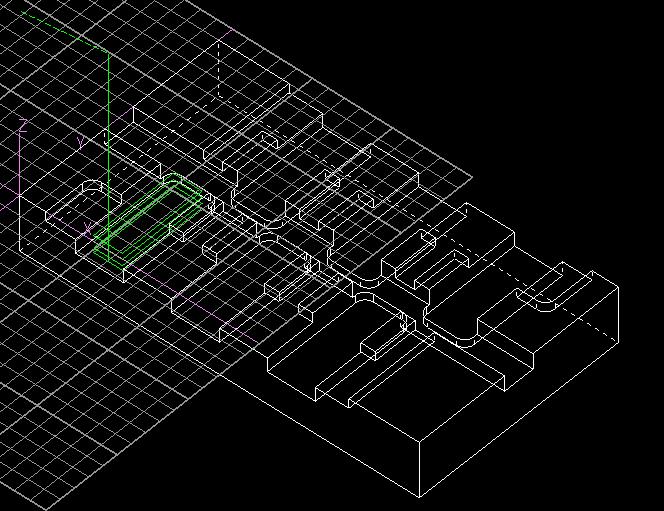 |
SpaceControlژذ‚جSolidStationLE‚©‚çƒJƒbƒgƒpƒXƒfپ[ƒ^‚ًچىگ¬‚µ‚ـ‚µ‚½پD |
 گ}‚ًƒNƒٹƒbƒN‚·‚é‚ئٹg‘ه‚µ‚ـ‚·پD |
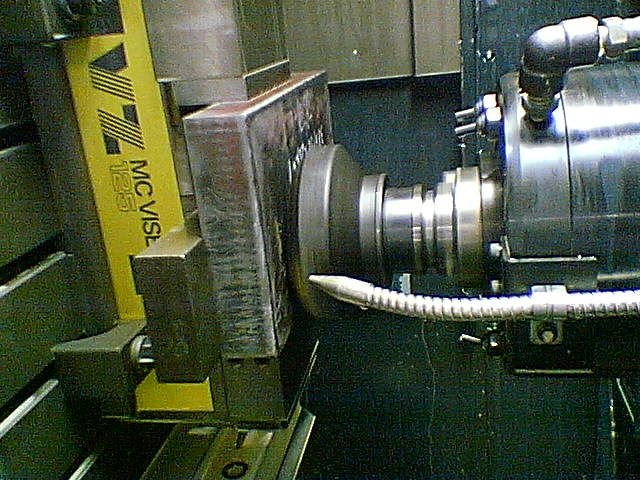
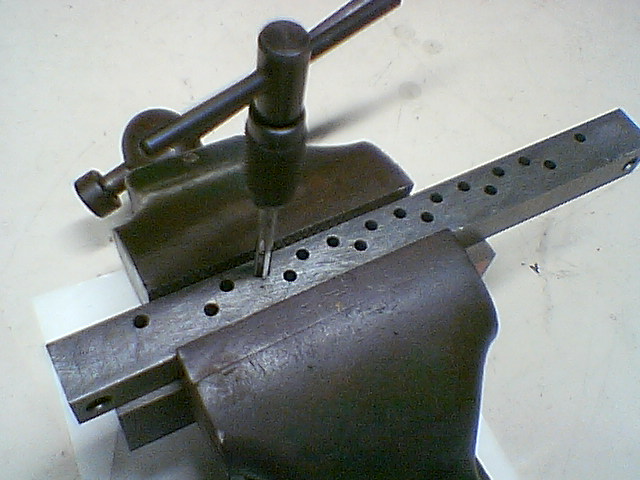
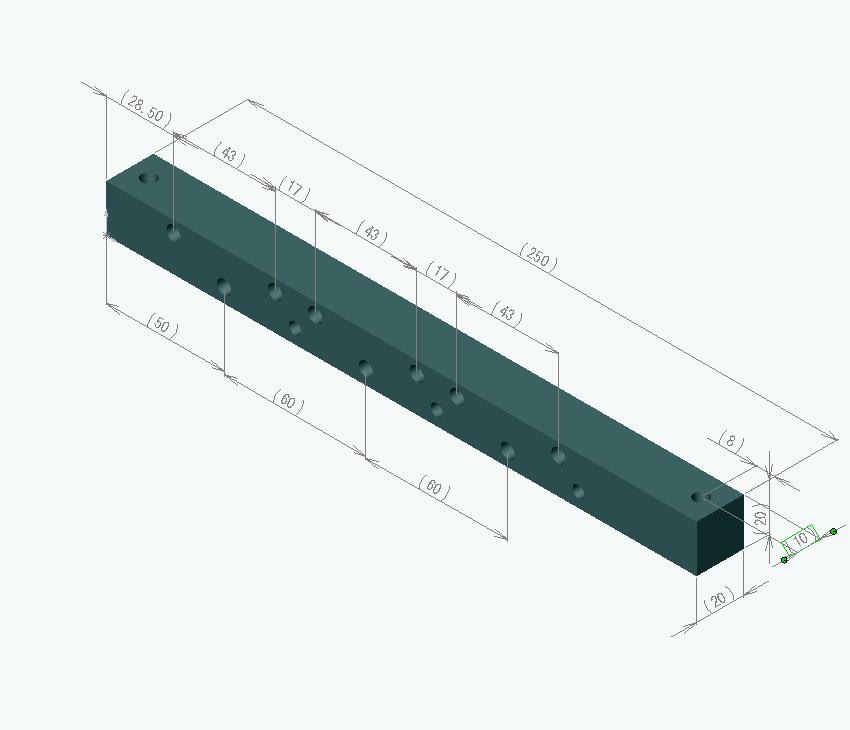
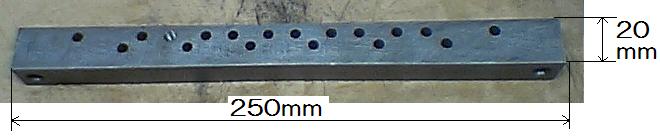
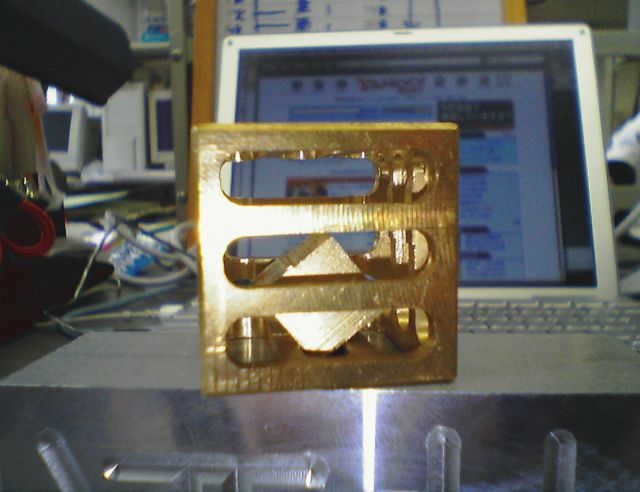
A-55‚ًژg‚¢پCƒس‚P‚Q‚چ‚چ‚ج’´چdƒ\ƒٹƒbƒhƒGƒ“ƒhƒ~ƒ‹‚ً—p‚¢‚ؤپCچr‰ءچH ژهژ²‰ٌ“]گ” 930rpm,ƒeپ[ƒuƒ‹‘—‚è 135mm/minپ@ژdڈم‰ءچH ژهژ²‰ٌ“]گ” 1200rpm,ƒeپ[ƒuƒ‹‘—‚è 270mm/min ‚إچs‚ء‚½پD‚»‚µ‚ؤپCƒس‚UپCƒس‚W‚جƒhƒٹƒ‹‚إŒٹ‚ً‚ ‚¯‚½پD |
| پں Cube | ||||
 |
|
|||
 |
|
|||
 گ}‚ًƒNƒٹƒbƒN‚·‚é‚ئٹg‘ه‚µ‚ـ‚·پD |
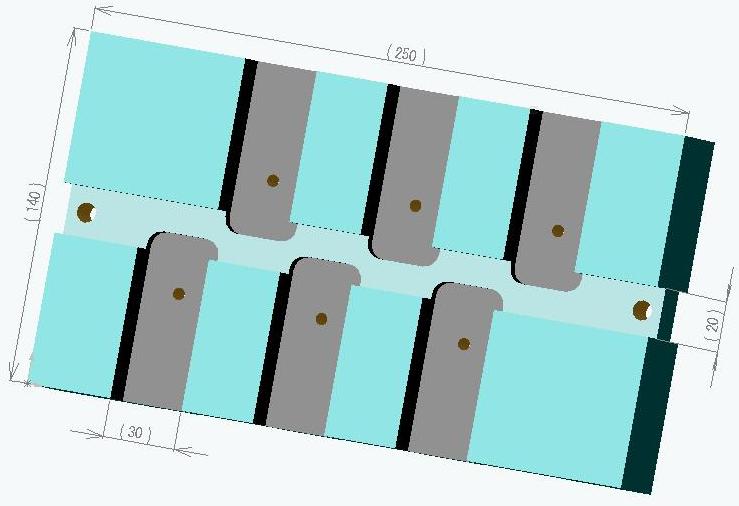
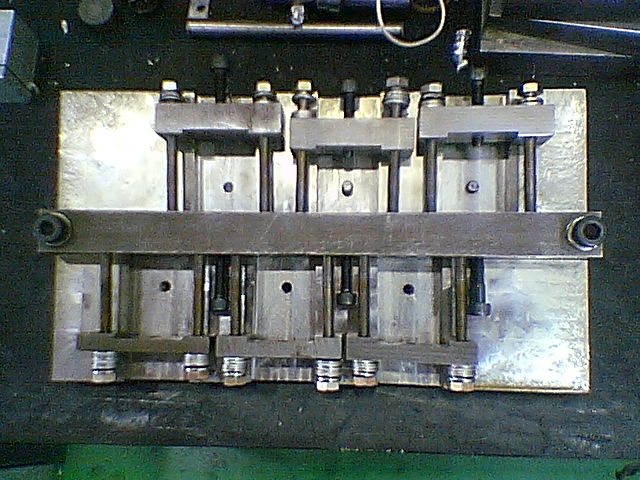
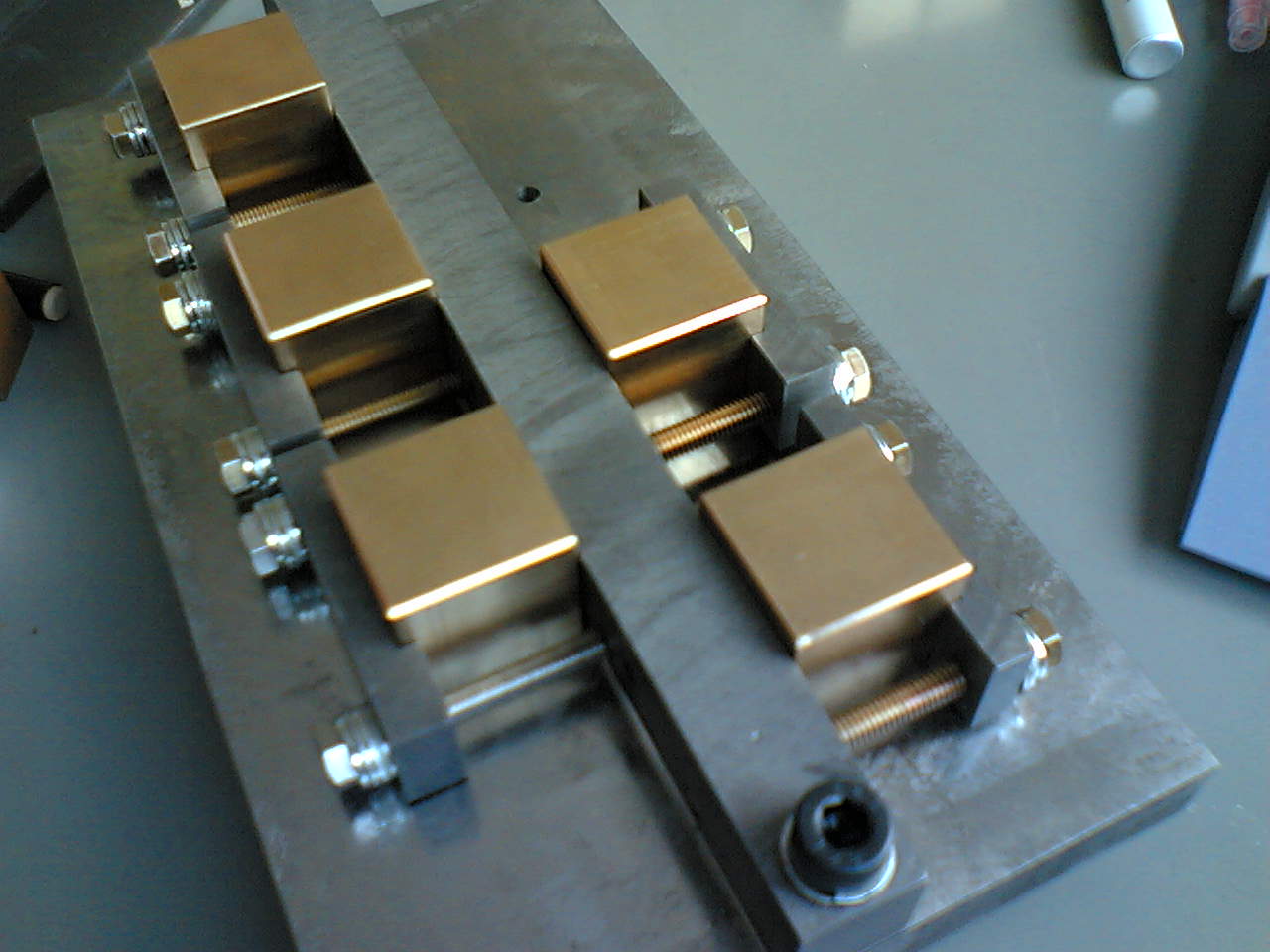
‚UŒآ“¯ژ‚ةچىگ¬‚·‚邽‚ك‚ةپC‚PŒآ‚جCube‚ة‘خ‚µ‚ؤ‚P‚آ‚جƒڈپ[ƒNچہ•WŒn(G54پ`G59)‚ًگف’肵پCژ،‹ï‚ةژو‚è•t‚¯‚ç‚ꂽچ¶‰؛‚جCube‚ً‘ھ’è‚·‚é‚ئŒvژZ‚إ‘S•”‚جƒڈپ[ƒNچہ•WŒn‚ھŒˆ’è‚إ‚«‚é‚و‚¤‚ة‚µ‚½پD |
| پں ژ،‹ï | ||
|
| پں Cube | ||
|

|